2. Оценка освоения курса МДК ПМ 03
2.1. Распределение типов и количества контрольных заданий по элементам знаний и умений
2.2. Задания для освоения курса МДК 03.01
|
Номера и наименования разделов, тем.
|
Текущий контроль
|
Промежуточный контроль
|
|
Тип контрольного задания
|
Код
и наименование умений, знаний
|
Тип контрольного задания
|
Код
и наименование умений, знаний
|
|
Раздел ПМ 03.01. Участие во внедрении технологических процессов изготовления деталей
|
|
Тема 1.1. Обеспечение качества изделия
|
2№1
17№1
|
У 3.1.2
З. 3.1.2
|
|
|
|
Тема 1.2. Обеспечение точности обработки
|
17№2
10№1
2№2,3
14№1-5
|
У 3.1.3
У 3.1.5
З. 3.1.2
З. 3.1.5
|
|
|
|
Тема 1.3. Обеспечение качества поверхностного слоя деталей машин
|
10№2
13№1
14№6
|
У 3.1.2
З. 3.1.2
|
|
|
|
Тема 1.4. Обеспечение точности обработки при внедрении технологических процессов изготовления деталей машин
|
2№4
13№2-5
14№7-10
|
У 3.1.1 - 3.1.5
З. 3.1.1 - 3.1.5
|
Комплексное практическое задание типа «Ситуация»
|
У 3.1.1 - 3.1.5
З. 3.1.1 - 3.1.5
|
|
Раздел ПМ 03.02. Контроль соответствия качества деталей требованиям технической документации
|
|
Тема 2.1.
Основные признаки соответствия деталей требованиям технической документации
|
17№1-3
13№1-4
|
У 3.2.1
З. 3.2.1
|
|
|
|
Тема 2.2.
Организация технического контроля
|
17№4;5
|
У 3.2.2
З. 3.2.2
|
|
|
|
Тема 2.3.
Методы контроля качества
|
17№6
13№5-8
|
У 3.2.2
|
|
|
|
Тема 2.4.
Выбор средств измерения
|
17№7-11
14№1-10
|
У 3.2.3
|
|
|
№17 - устный опрос
№14 - лабораторное занятие
№13 - практическое занятие
№10 - доклад
№2 - Кейс - задача
2.2. Задания для освоения курса МДК 03.01
1. Устный опрос №1.
-
Показатели качества изделия.
-
Показатели, определяющие технический уровень изделия.
-
Эксплуатационные показатели качества изделия.
-
Производственно – технические показатели качества изделия.
-
От чего зависит качество и надёжность изделия?
-
Почему с повышением точности обработки качество изделия повышается?
-
Почему правильный выбор СТО, методов обработки, расчёт режимов резания повышает качество изделия.
-
Показатели качества деталей машин.
-
Точность геометрических параметров детали.
-
Почему невозможно изготовить идеальную по точности деталь?
-
Причины возникновения погрешностей при обработке.
Время на выполнение: 20 мин.
Перечень объектов контроля
|
Наименование объектов
контроля и оценки
|
Основные показатели оценки результата
|
|
З 3.1.2.
Технологическое обеспечение параметров качества детали
|
- хорошо знает показатели качества изделия и деталей машин;
- хорошо знает возможности технологических методов по обеспечению точности обработки и шероховатости поверхности.
|
Универсальная шкала оценки образовательных достижений.
|
Процент результативности (правильных ответов)
|
Качественная оценка уровня подготовки
|
|
Балл (отметка)
|
Вербальный аналог
|
|
95 – 100%
|
5
|
Отлично
|
|
94 – 75%
|
4
|
Хорошо
|
|
74 – 60%
|
3
|
Удовлетворительно
|
|
менее 60%
|
2
|
Неудовлетворительно
|
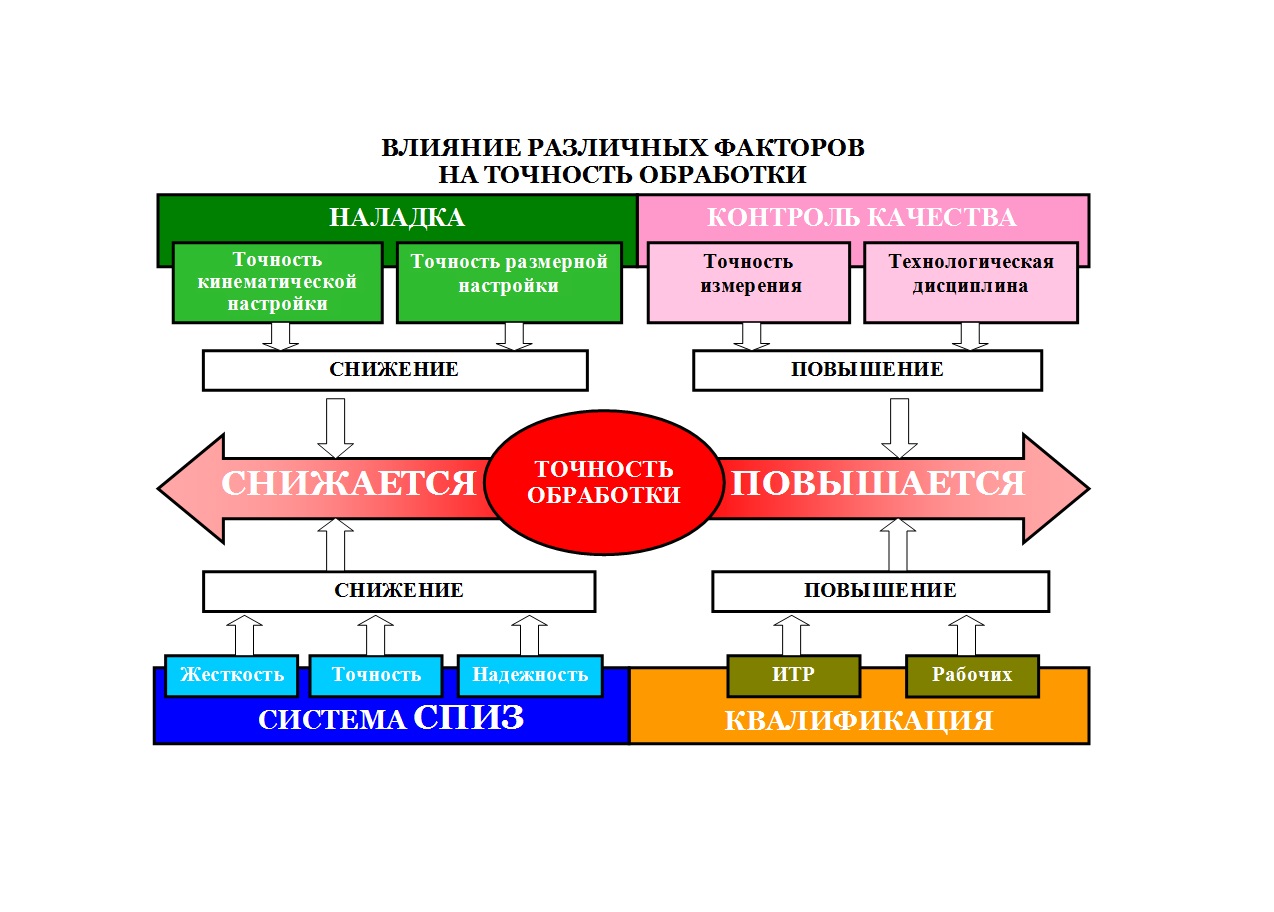
5. Кейс-задача №2: определить главные факторы, влияющие на точности обработки
Форма и условия аттестации:
в составе малых групп студенты анализируют ЛСС, предлагают варианты решения проблемы. Представитель каждой группы делает презентацию. Обсуждение, выбор правильных решений. Подведение итогов.
Время на выполнение:
- поиск решения: 45 мин;
- презентация: 15 мин;
- обсуждение: 15 мин;
- подведение итогов: 10 мин.
Критерии оценки:
- оценка «отлично» выставляется студентам той группы, в которой наиболее правильно и аргументировано, определены все главные факторы, влияющие на точность обработки;
- оценка «хорошо» выставляется студентам той группы, в которой определены не все главные факторы, влияющие на точность обработки, но приведена их аргументация;
- оценка «удовлетворительно» выставляется студентам той группы, в которой определены два главных фактора, влияющие на точность обработки и приведена их аргументация;
- оценка «неудовлетворительно» выставляется студентам той группы, в которой определены два главных фактора, влияющие на точность обработки и не приведена их аргументация.
9. Лабораторное занятие №3.
Выявление, анализ и устранение погрешностей обработки, вызываемых размерной настройкой инструмента
Цель: приобрести практический опыт по устранению погрешностей обработки, вызываемых размерной настройкой инструмента.
Задачи:
-
Выявить степень влияния размерной настройки инструмента на точность обработки.
-
Предложить варианты устранения погрешностей обработки
Время на выполнение: 180 мин.
Перечень объектов контроля:
|
Наименование объектов
контроля и оценки
|
Основные показатели оценки результата
|
|
У 3.1.3.
Устранять нарушения, связанные с настройкой СТО
|
- хорошо умеет анализировать причины отклонения размеров и выделять составляющую, связанную с размерной настройкой инструмента;
- грамотно определяет величину погрешности и правильно задаёт требуемую глубину резания;
|
|
З. 3.1.3.
Способы наладки технологической системы
|
- хорошо знает приёмы наладки технологического оборудования и технологической оснастки;
-
|
|
З. 3.1.5.
Причины возникновения погрешностей при обработке
|
- хорошо знает систематические и
случайные погрешности обработки;
- хорошо умеет анализировать причины
отклонения размеров, формы и
расположения поверхностей детали;
- правильно делает выводы и
обосновывает предлагаемый способ
устранения погрешности.
|
Критерии оценки:
- оценка «отлично» выставляется студенту, если он:
- умело пользовался технологической документацией;
- грамотно анализировал информацию;
- самостоятельно и правильно выставил резец, уверенно выполнил размерную настройку;
- оценка «хорошо» выставляется студенту, если он:
-
умело пользовался технологической документацией;
-
грамотно анализировал информацию;
-
самостоятельно и правильно выставил резец, но выполнил размерную настройку с помощью преподавателя;
- оценка «удовлетворительно» выставляется студенту, если он:
-
умело пользовался технологической документацией;
-
грамотно анализировал информацию;
-
правильно выставил резец и выполнил размерную настройку с помощью преподавателя;
- оценка «неудовлетворительно» выставляется студенту, если он:
- не смог выставить резец и выполнить размерную настройку с помощью преподавателя.
16. Практическое занятие №2. Осуществление контроля наладки технологической системы и устранение возможных нарушений
Задание: выполнить контроль наладки станка 16К20 на обработку наружной цилиндрической поверхности.
Перечень объектов контроля
|
Наименование объектов
контроля и оценки
|
Основные показатели оценки результата
|
|
У 3.1.1.
Проверять соответствие СТО требованиям технологической документации
|
Умело и грамотно проверяет соответствие СТО требованиям технологической документации
|
|
У 3.1.3.
Устранять нарушения, связанные с настройкой СТО
|
Оперативно и квалифицированно устраняет нарушения, связанные с наладкой технологической системы
|
Критерии оценки:
- оценка «отлично» выставляется студенту, если он самостоятельно и правильно выполнил контроль наладки станка 16К20 на обработку наружной цилиндрической поверхности.
- оценка «хорошо» выставляется студенту, если он с помощью преподавателя правильно выполнил контроль наладки станка 16К20 на обработку наружной цилиндрической поверхности;
- оценка «удовлетворительно» выставляется студенту, если он с помощью преподавателя выполнил контроль наладки станка 16К20 на обработку наружной цилиндрической поверхности, допустив при этом отдельные неточности;
- оценка «неудовлетворительно» выставляется студенту, если он не смог выполнить контроль наладки станка 16К20 на обработку наружной цилиндрической поверхности
с помощью преподавателя.
17. Практическое занятие №3. Осуществление контроля соблюдения технологической дисциплины.
Задание: выполнить контроль соблюдения технологической дисциплины при изготовлении вала на станке 16К20.
Перечень объектов контроля
|
Наименование объектов
контроля и оценки
|
Основные показатели оценки результата
|
|
У 3.1.1.
Проверять соответствие СТО требованиям технологической документации
|
Умело и грамотно проверяет соответствие СТО требованиям технологической документации
|
|
У 3.1.4.
Выполнять контроль технологической дисциплины
|
Своевременно и квалифицированно проводит контроль технологической дисциплины
|
Критерии оценки:
- оценка «отлично» выставляется студенту, если он самостоятельно и правильно выполнил контроль технологической дисциплины при изготовлении вала на станке 16К20;
- оценка «хорошо» выставляется студенту, если он с помощью преподавателя правильно выполнил контроль технологической дисциплины при изготовлении вала на станке 16К20;
- оценка «удовлетворительно» выставляется студенту, если он с помощью преподавателя выполнил контроль технологической дисциплины при изготовлении вала на станке 16К20, допустив при этом отдельные неточности;
- оценка «неудовлетворительно» выставляется студенту, если он не смог выполнить контроль технологической дисциплины при изготовлении вала на станке 16К20 с помощью преподавателя.
18. Лабораторное занятие №7. Наладка станка на обработку цилиндрических поверхностей.
Цель: приобрести практический опыт по наладке токарного станка на обработку цилиндрических поверхностей.
Задачи:
-
Закрепить практические навыки по установке заготовки на токарном станке.
-
Закрепить практические навыки по установке и выверке резца.
-
Закрепить практические навыки по кинематической настройке токарного станка.
-
Закрепить практические навыки по размерной настройке станка.
Время на выполнение: 180 мин.
Перечень объектов контроля
|
Наименование объектов
контроля и оценки
|
Основные показатели оценки результата
|
|
У 3.1.1.
Проверять соответствие СТО требованиям технологической документации
|
-умело и грамотно проверяет соответствие СТО требованиям технологической документации
|
|
У 3.1.3.
Устранять нарушения, связанные с настройкой СТО
|
-оперативно и квалифицированно устраняет нарушения, связанные с наладкой технологической системы;
- уверенно и грамотно выполняет наладку технологической системы.
|
Критерии оценки:
- оценка «отлично» выставляется студенту, если он самостоятельно и правильно выполнил наладку станка 16К20 на обработку цилиндрических поверхностей;
- оценка «хорошо» выставляется студенту, если он с помощью преподавателя правильно выполнил наладку станка 16К20 на обработку цилиндрических поверхностей;
- оценка «удовлетворительно» выставляется студенту, если он с помощью преподавателя выполнил наладку станка 16К20 на обработку цилиндрических поверхностей, допустив при этом отдельные неточности;
- оценка «неудовлетворительно» выставляется студенту, если он не смог выполнить
наладку станка 16К20 на обработку цилиндрических поверхностей.
| 
 Все права защищены. При использовании материалов, ссылка на источник обязательна!
Все права защищены. При использовании материалов, ссылка на источник обязательна!