Техническая подготовка производства (ТПП) является очень важным и ответственным этапом производственного процесса (рис.1).

Рис. 1. Структурная схема производства.
Ведь от того, насколько квалифицированно и оперативно будет разработана конструкторско - технологическая документация на изделие и средства технологического оснащения (СТО), зависит количество времени и средств на изготовление СТО и опытного образца изделия, а также запуск его в серийное производство (не забывайте Э = Р/ З).
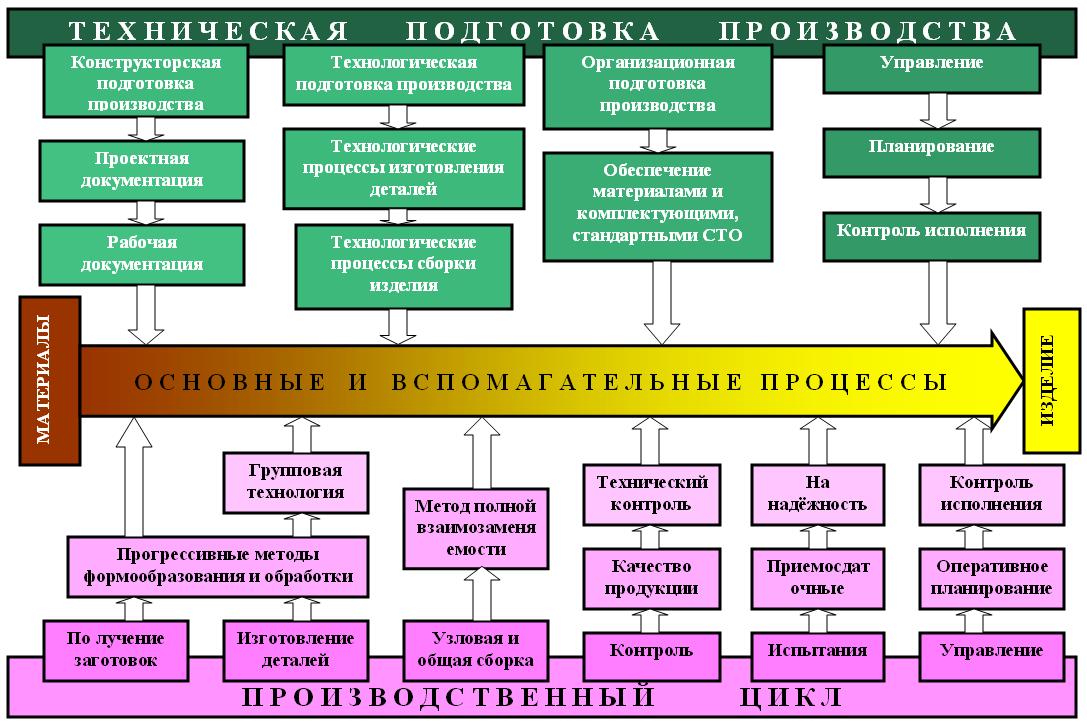
Основой технической подготовки производства является КПП и ТПП (рис. 2).
Рис. 2. Структурная схема производственного процесса.
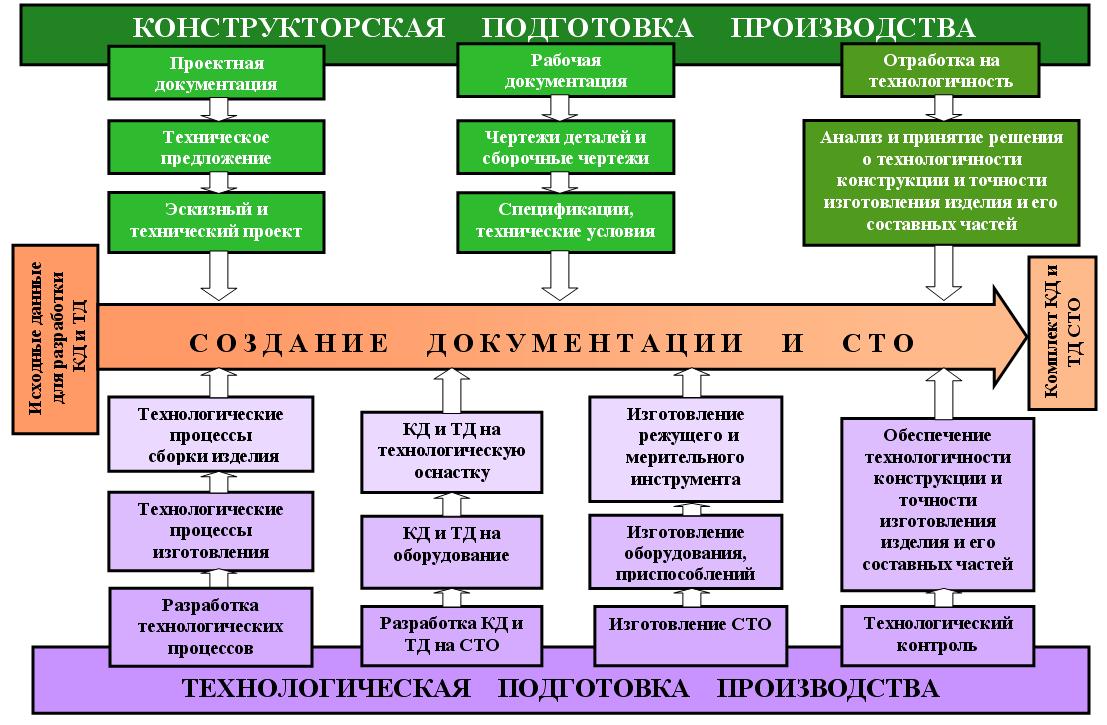
Конструкторская подготовка направлена на разработку конструкторской документации (КД), ТПП – на разработку технологической документации (ТД) (рис. 3).
Рис. 3. Структурная схема технической подготовки производства.
КД – графические и текстовые документы, определяющие состав и устройство изделия, содержащие данные для его изготовления, контроля, приёмки, эксплуатации и ремонта.
ТД – графические и текстовые документы, определяющие состав СТО для изготовления изделия и изготовления самих СТО, нормы времени и расхода материалов.
Конструкторская документация не регламентирует методы изготовления деталей (смотри статью «Технологические методы»). Это вопросы технологической документации. Но данные, содержащиеся в КД, значительно влияют на выбор этих методов.
Поэтому на всех этапах технологической подготовки производства необходимо согласование конструкторской и технологической документации.
Исходным документом для разработки КД является техническое задание, разрабатываемое в соответствии с ГОСТ Р 15.000 – 82 «Система разработки и постановки продукции на производство (СРПП). Общие положения» и ГОСТ 15.001 – 73 «СРПП. Основные положения».
На первом этапе разрабатывается проектная КД (рис. 3), в состав которой входят техническое предложение, эскизный и технический проекты. Параллельно с разработкой проектной КД разрабатывается предварительный проект ТД, включающий основные технологические решения и новые (прогрессивные) технологические процессы (Э = Р/З). Здесь очень важно отметить, что нельзя внедрять прогрессивную технологию, если конструкция изделия разработана без учёта её технологичности. Поэтому отработка конструкции на технологичность должна быть составной частью разработки конструкции изделия, начиная с момента разработки технического задания, и сопровождать все стадии разработки КД.
На втором этапе разрабатывается рабочая КД (рис. 3), содержащая чертежи деталей, сборочные чертежи, спецификации, технические условия, ведомости покупных изделий и при необходимости монтажные чертежи и схемы в соответствии с ГОСТ 2.102 – 68 «ЕСКД. Виды и комплектность конструкторских документов». На этом этапе грамотный конструктор обязан обосновать целесообразность принятых форм и размеров деталей, допусков на них; окончательно сформулировать требования к качеству поверхностей и уточнить значение параметров шероховатости; осуществить максимально возможную унификацию элементов конструкции (диаметров отверстий, крепёжных деталей, резьб, шлицев и др.), что резко сокращает номенклатуру режущего и мерительного инструмента; унифицировать материалы, применяемые для изготовления деталей, сократить число марок и типоразмеров сортового материала (прокат, листы).
На стадии изготовления и испытания опытных образцов проводится дальнейшая отработка конструкции на технологичность (если в этом есть необходимость) с последующей корректировкой КД и ТД.Улучшение конструкции изделия может происходить и на стадии серийного производства, если изменяются потребности рынка или конкуренты улучшают свой товар. В этом случае должен работать маркетинг.
На следующем этапе осуществляется технологический контроль. Основная задача контроля заключается в отработке конструкции изделия на технологичность. Согласно ГОСТ 14.201- 83 « Отработка конструкции изделия на технологичность направлена на повышение производительности труда, снижение затрат и сокращение времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт изделий».
Следовательно, технологичность конструкции изделия – показатель эффективности производства. Производство будет эффективным только в том случае, когда конструкция изделия технологична. ( Иногда бывает наоборот: конструкция изделия – технологична, производство – неэффективное). В этом случае неэффективными будут или руководитель и способы его руководства, или организация производства и др. факторы. Только имейте в виду, что технологичность является комплексной «характеристикой» изделия. Поэтому при отработке конструкции изделия на технологичность учитываются все её показатели.
Параллельно конструкторской подготовке производства должна вестись технологическая подготовка производства (ТПП), основными функциями которой согласно ГОСТ 14. 004 – 83 являются:
1. Обеспечение технологичности конструкции изделия.
2. Разработка технологических процессов.
3. Проектирование и изготовление средств технологического оснащения (СТО).
Исходя из своего функционального назначения, ТПП решает следующий комплекс задач:
1. Планирование и управление ТПП.
2. Инженерный анализ изделия.
3. Отработка конструкции изделия на технологичность.
4. Разработка технологических процессов изготовления деталей и сборки изделия.
5. Проектирование СТО, в т.ч.:
5.1. Проектирование нестандартного оборудования;
5.2. Проектирование технологической оснастки;
5.3. Проектирование технологической контрольно-измерительной аппаратуры (ТКИА).
6. Изготовление СТО и ТКИА
7. Разработка материальных и трудовых нормативов на изделие
8. Разработка технологических планировок.
9. Расчёт производственных мощностей.
10. Определение квалификации исполнителей.
Главной задачей специалистов – технологов является поиск и внедрение прогрессивных методов получения заготовок и изготовления деталей, внедрение передовых прогрессивных технологий, т.к. в основном они определяют эффективность производства. | 
 Все права защищены. При использовании материалов, ссылка на источник обязательна!
Все права защищены. При использовании материалов, ссылка на источник обязательна!