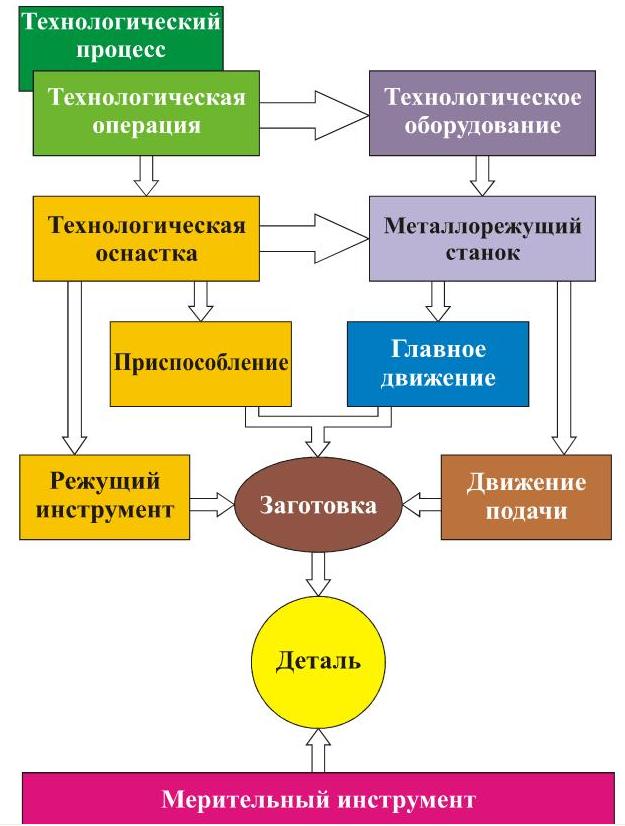
Для выполнения технологического
процесса человек создает и использует различные средства труда. Согласно ГОСТ
3.1109-82 к средствам выполнения технологических процессов относятся средства технологического оснащения (СТО)
– совокупность орудий производства, необходимых для осуществления
технологического процесса.
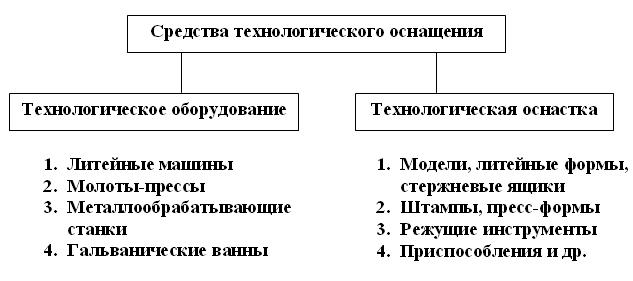
ГОСТ 3.1109-82 классифицирует СТО по
двум группам. 
Технологическое оборудование – СТО, в которых для выполнения
определенной части технологического процесса размещаются материалы
(заготовки), средства воздействия на них, а также технологическая оснастка.
Технологическая оснастка – СТО, дополняющее технологическое оборудование для
выполнения определенной части технологического процесса.
Приспособления – технологическая оснастка, предназначенная для
установки или направления предмета труда или инструмента при выполнении
технологической операции.
Режущий инструмент – технологическая оснастка, предназначенная для
воздействия на предмет труда с целью изменения его состояния.
Мерительный инструмент – технологическая оснастка, предназначенная для
воздействия на предмет труда с целью определения его состояния.
Обратите внимание на определения режущего и
мерительного инструмента. Разница всего в одном слове, а именно: режущий
инструмент воздействует на предмет труда с
целью изменения его состояния, а мерительный инструмент – с целью определения его состояния. Это
значит, что в первом случае происходит образование новых поверхностей и формы,
а во втором – это форма фиксируется как результат ее измерения, т. е. в
первом случае происходит качественное изменение заготовки, во втором – нет.
Следовательно, можно сказать, что резец является основной технологической
оснасткой, а штангенциркуль – вспомогательной.
 | 
 Все права защищены. При использовании материалов, ссылка на источник обязательна!
Все права защищены. При использовании материалов, ссылка на источник обязательна!